




Machine vision lighting is a critical factor for stable and reliable image processing results in industrial applications. Only through the optimal interaction of illumination, smart camera, and inspection algorithms can contrasts be enhanced, reflections minimized, and demanding inspection features detected reliably. Modern industrial illumination systems therefore play a key role in process reliability, quality assurance, and automation.
Depending on the inspection object, surface properties, and installation environment, different illumination technologies are used — from integrated ring lights to powerful dome and line lights.
Quick Overview
- Contrast optimization: Proper illumination improves the detection of defects, codes, and surface features.
- Process reliability: Uniform lighting ensures stable and repeatable inspection results.
- Flexible integration: Compact illumination systems are suitable even for limited installation spaces.
- Adaptability: Different lighting technologies support a wide range of materials and applications.
- Improved efficiency: Precise flash controllers reduce motion blur at high production speeds.
What is illumination in machine vision?
Illumination is a central component of industrial machine vision systems. Its purpose is to illuminate inspection objects in a controlled manner and prepare image information so cameras and software can reliably detect relevant features. Without suitable illumination, reflections, insufficient contrast, or unusable image data often make image analysis difficult.
Light color, lighting angle, intensity, and illumination type all significantly influence image quality. Depending on the application, direct, diffuse, coaxial, or linear lighting systems are used. The goal is always stable and reproducible image quality under real production conditions.
Discover Vision Systems
Find the right industrial camera and illumination solution for your machine vision application — compact, powerful, and optimized for industrial environments. Explore the IMAGO Technologies product portfolio.
Integrated Illumination
Integrated illumination offers major advantages for compact machine vision systems. By directly combining smart camera, sensor technology, and illumination, highly compact solutions with reduced integration effort are achieved. At the same time, the fixed coordination of all components improves image reproducibility.
Especially in highly automated production lines with limited installation space, integrated illumination systems are an important factor for stable processes. They reduce external cabling, simplify installation, and minimize potential sources of error in industrial environments.
Universal Illumination Module
The Universal Illumination Module was specifically developed for embedded vision applications where compact design and high image quality are equally important. By combining spot and diffuse illumination, a wide variety of materials and surfaces can be illuminated reliably. This creates stable image data even for reflective, textured, or low-contrast inspection objects.
Different packaging materials, glossy surfaces, or changing product colors can therefore be processed reliably with a single integrated illumination solution.


Illumination Features and Settings
The illumination is fully software-controlled and can be precisely adapted to the inspection task. Brightness, lighting characteristics, and illumination behavior can be optimized directly within the vision system. Seamless integration additionally reduces installation effort and enables compact overall systems.
- Integrated illumination module
- Combined spot and diffuse illumination
- Software-controlled illumination adjustment
- Excellent results in compact installation spaces
- Seamless integration into the Vision Sensor PV3 and Vision Sensor PV4
Vision Sensors
Vision sensors combine smart camera, processor, illumination, and software in one compact system. They process image data directly inside the device and are ideal for space-saving decentralized machine vision applications.
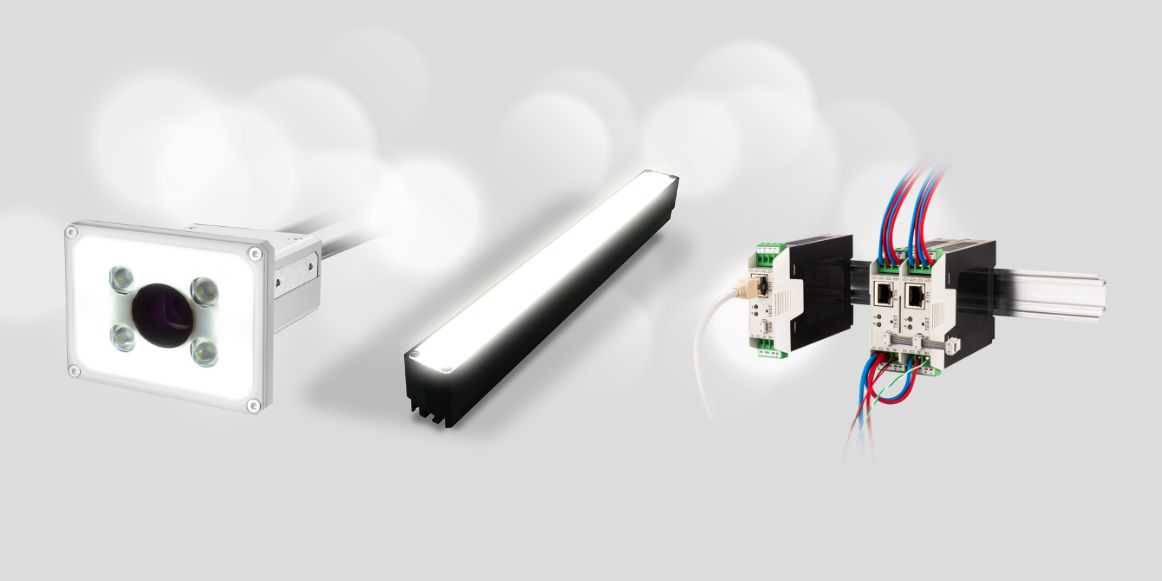
Integrated Ring Light
An integrated ring light provides homogeneous and uniform illumination for typical inspection objects. The concentric LED arrangement creates stable lighting conditions that ensure high repeatability in standardized inspection tasks.
Uniform illumination reduces shadows and significantly improves detection reliability.


Illumination Features and Settings
The ring illumination includes six integrated LEDs and is internally powered, resulting in a highly compact and low-maintenance system. Different LED colors are available to adapt the illumination to specific materials and contrast requirements.
- Ring light with 6 LEDs
- Internal power supply
- Different LED colors available on request
- Seamless integration into the Vision Sensor PV3 and Vision Sensor PV4
AV Electronics™ Illumination Modules
External illumination modules significantly expand the capabilities of industrial machine vision systems. They allow precise adaptation to complex inspection objects, large working distances, or demanding lighting requirements. In challenging applications, the right external illumination often determines image quality.
Different illumination geometries and lighting principles help control reflections, enhance structures, or capture movement precisely. Modern illumination systems therefore support stable inspection processes even under difficult production conditions.
Line Lights
Line lights are particularly suitable for linear inspection processes and line scan camera applications. Their wide light distribution ensures homogeneous illumination across large inspection widths. As a result, image quality and contrast remain stable even during fast conveyor movements.
In the beverage industry or recycling applications, line lights are frequently used to inspect continuous material flows or rapidly moving products reliably. The homogeneous illumination significantly improves the detection of contours, material transitions, and surface defects.

Illumination Features and Settings
The integrated LED controller technology simplifies commissioning and reduces cabling effort. Modular lengths up to 400 mm allow flexible adaptation to different machine widths.
- Ideal for linear inspection applications
- Easy integration through integrated LED controller
- Wide and homogeneous light distribution
- White, red, and blue LED variants available
- Modular lengths up to 400 mm
Flat Dome
The diffuse dome and coaxial illumination system was specifically developed for reflective or complex-shaped inspection objects. Uniform light distribution reduces disturbing glare and selectively enhances contrast. This significantly improves the reliable detection of markings, surface features, and contours.
In pharma, packaging, or printing applications, highly reflective surfaces made of foil, glass, or coated materials are common. Flat dome illumination greatly improves image quality and enables stable inspection results even under difficult lighting conditions.

Illumination Features and Settings
The compact flat housing enables installation in limited spaces. At the same time, the illumination supports both short and larger working distances, providing high flexibility during machine integration.
- Combined dome and coaxial illumination
- Suitable for short and long working distances
- Working range from 10 to 200 mm
- Compact flat housing
- Simple ON/OFF control
Customized Solutions
Not every inspection task can be solved optimally with standardized illumination systems. Especially for complex geometries, special materials, or restricted installation spaces, customized illumination concepts are essential for stable results.
Customized solutions allow precise coordination between camera, mechanics, and inspection object. This creates economical and high-performance vision systems optimized for the specific application. Particularly in automation and special machine building, this approach offers major advantages in process reliability and integration effort.

Illumination Features and Settings
Custom-developed illumination systems are tailored exactly to the requirements of the application. This allows both performance and cost efficiency to be optimized.
- Customized illumination solutions on request
- Application-specific development
- Optimization of performance and costs
- Perfect coordination with the vision system
Unsure which illumination fits your application?
Our experts support you in selecting the optimal illumination solution — from standard modules to fully customized systems.
Lighting Controllers
Modern industrial illumination systems require precise and reproducible control. Especially in high-speed production environments, continuous illumination is often insufficient. High-performance flash controllers are therefore frequently used with powerful LED illumination systems. Pulsed operation enables very high light output while avoiding excessive thermal load and unnecessary heat generation.
Intelligent triggering and control concepts allow exact synchronization between illumination and camera. This reduces motion blur and enables reliable inspection even in very fast processes.
FlashBox Pro
The FlashBox Pro is a universal LED flash controller for the precise control and power supply of industrial illumination systems. Its high-performance flash control enables reliable image acquisition even during fast conveyor movements or highly dynamic processes. This improves image quality while increasing process reliability.
Especially in the beverage, packaging, and logistics industries, companies benefit from short exposure times and precise triggering. Even at high conveyor speeds, codes, contours, and surface features remain sharp and reliably detectable.

Illumination Features and Settings
Multiple trigger modes and Ethernet-based configuration enable flexible integration into existing automation environments. The browser-based web GUI allows simple parameterization and commissioning directly over the network. The REST API additionally supports automated configuration and centralized control within modern production networks.
- Universal LED flash controller
- High efficiency up to 10 A
- Daisy-chain multi-channel control
- Multiple trigger modes
- Ethernet configuration via web GUI
- REST API for automation
Why the right machine vision lighting matters
Modern machine vision illumination directly affects the quality of all downstream inspection processes. Even powerful cameras and algorithms can only work reliably when image data is captured with stable contrast and high consistency. Optimal illumination reduces error rates, improves process reliability, and sustainably increases the efficiency of industrial systems.
With modern integrated illumination systems, flexible external modules, and intelligent flash controllers, even complex inspection tasks can now be automated economically. Companies benefit from higher production quality, more stable processes, and future-proof automation of their machine vision systems.
Higher Process Reliability |
Optimal illumination ensures stable and high-contrast image data. Inspection features can therefore be detected and evaluated reliably and reproducibly — even at high production speeds. |
Increased Efficiency |
Precisely coordinated illumination systems improve image quality and reduce false measurements. Intelligent flash controllers additionally enable fast and stable inspection processes. |
Flexibility and Scalability |
Different illumination technologies can be flexibly adapted to materials, surfaces, and installation environments. Modern systems are therefore suitable for a wide variety of industrial applications. |
Data-Driven Process Improvement |
Stable image data enables reliable analysis and precise defect evaluation. This allows production processes to be continuously optimized and monitored. |
Resource Savings |
Reduced scrap rates and lower rework effort decrease material and operating costs. Energy-efficient LED technologies additionally support economical machine operation. |
Increase Productivity
Rely on scalable machine vision solutions that combine precision, efficiency, and future-proof automation. IMAGO provides the technology for your automation strategy.
FAQs about Machine Vision Lighting
Why is illumination so important in machine vision?
Proper illumination for machine vision systems has a major impact on image quality and therefore on the reliability of the entire machine vision system. Stable contrast and controlled reflections are essential for reliable feature detection. Inadequate illumination often causes misinterpretations, unstable results, or increased scrap rates.
Which illumination is suitable for reflective surfaces?
Diffuse dome or coaxial illumination systems are particularly suitable for reflective materials. They reduce disturbing glare and significantly improve the detection of surface features. This allows stable inspection of foil, glass, metal, or coated surfaces.
When are lighting controllers required?
Lighting controllers are mainly used for fast-moving objects or short cycle times. Precise synchronization between illumination and camera minimizes motion blur and enables sharp image acquisition even at high production speeds. This is especially important in logistics, packaging, and beverage applications.